Звичайна послідовність згинання
1. Спочатку коротка сторона і спочатку довга сторона: Загалом, коли всі чотири сторони зігнуті, складання спочатку короткої сторони, а потім довгої сторони корисно для обробки заготовки та складання форми для згинання.
2. Спочатку периферійний, а потім середній: за нормальних обставин він зазвичай починається від периферії заготовки і згинається до центру заготовки.
3. Спочатку частково, потім ціле: якщо всередині або зовні заготовки є деякі конструкції, які відрізняються від інших згинальних конструкцій, зазвичай спочатку згинаються ці конструкції, а потім інші частини.
4. Враховуйте ситуацію з перешкодами та обґрунтовано організуйте послідовність згинання: послідовність згинання не є статичною, і послідовність обробки має бути відповідно відрегульована відповідно до форми згинання або перешкод на заготовці.

Специфікація щоденного використання форми для згинання машини
1. Увімкніть живлення гальмівної машини для згинання преса, поверніть перемикач, натисніть масляний насос, щоб запуститися, масляний насос гнутої машини починає обертатися, а машина ще не почала працювати.
2. Регулювання ходу вимагає пробного запуску після офіційного запуску прес-форми гнутої машини. Коли верхня матриця згинального верстата опуститься до нижньої, має бути зазор товщиною пластини. Інакше це призведе до пошкодження форми та машини. Регулювання ходу також має електричне швидке регулювання та ручне точне регулювання.
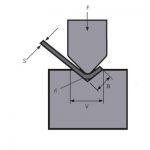
3. Для вибору виїмки прес-форми для згиначої машини зазвичай вибирають виїмку, що у 8 разів перевищує ширину товщини пластини. Якщо ви згинаєте лист товщиною 4 мм, потрібно вибрати проріз приблизно 32.

4. Перевірити перекриття та міцність верхньої та нижньої форм згинального верстата; перевірити, чи відповідають пристрої позиціонування вимогам, що обробляються. Часто перевіряйте перекриття верхньої та нижньої форм; чи відповідає інструкція манометра нормам.
5. Коли аркуш згинається, його необхідно ущільнити, щоб лист не піднявся і не пошкодив оператора під час згинання.
6. Під час регулювання штампів з листового металу необхідно відключити живлення, а роботу припинити.
7. При зміні отвору нижньої матриці змінного згинального верстата не допускається контакт матеріалу з нижньою матрицею.
8. Забороняється використовувати штампи для згинання листового металу для згинання занадто товстих залізних пластин або загартованих сталевих пластин, високоякісної легованої сталі, квадратної сталі та листів, які перевищують продуктивність листогибочного верстата, щоб уникнути пошкодження верстату. .
9. Вимкніть згинальний верстат і покладіть дерев’яні блоки на нижні форми під циліндри з обох боків, щоб опустити верхню ковзаючу пластину на дерев’яні блоки. Спочатку вийдіть із програми системи керування, а потім відключіть живлення.

Супутні товари
 Правила безпечної експлуатації гідравлічного преса
Правила безпечної експлуатації гідравлічного преса- Як вибрати відповідну матрицю для гальмівного преса для згинання
- Використовуйте навички згинального верстату з ЧПУ
- Ефективне рішення WILA для згинання середніх і товстих пластин
- Як вибрати тоннаж гальмівної машини для гідравлічного преса
- Поширені несправності та метод усунення несправностей для чотириколонного гідравлічного преса
- Ремонт звичайних несправностей гідравлічної різальної машини та обслуговування системи масляного контуру
- Навіщо додавати систему компенсації до гальмівного преса для згинання
- Що таке Press Brake Crowning
- Як розрахувати припуск на вигин для гальма преса