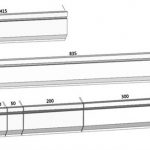
Згинальний верстат з ЧПУ є важливим обладнанням в обробці листового металу, і його точність роботи безпосередньо впливає на точність згинання заготовки. У процесі згинання заготовки на прес-гальмівний верстат діє найбільше зусилля на обох кінцях повзуна, а сила реакції під час згинання пластини викликає увігнуту деформацію на нижній поверхні повзуна. Деформація середньої частини повзуна найбільша, а кінцевий кут згину заготовки Розмір змінюється по всій довжині.
Верстак-повне навантаження-деформація


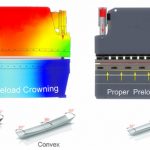
Щоб усунути негативні наслідки, викликані деформацією повзуна, необхідно компенсувати деформацію прогину повзуна. Звичайні методи компенсації включають гідравлічну компенсацію та механічну компенсацію, обидва з яких змушують середину робочого столу виробляти пружну деформацію вгору для зміщення. Деформація ковзання верстата забезпечує точність поверхні з’єднання обробки та покращує точність заготовки.


Таблиця аналізу факторів безпеки форми

Два способи компенсації
1. Гідравлічна компенсація
Гідравлічний автоматичний механізм компенсації прогину верстака складається з групи масляних циліндрів, встановлених у нижньому верстаку. Положення та розміри кожного компенсаційного циліндра розраховані відповідно до кривої компенсації прогину повзуна та аналізу кінцевих елементів верстака. Гідравлічна компенсація - це компенсація опуклості нейтральної версії, яка реалізується через відносне зміщення між передньою, середньою та задньою трьома вертикальними пластинами. Принцип полягає в тому, щоб реалізувати опуклість через пружну деформацію самої сталевої пластини, тому величину компенсації можна регулювати в межах пружного діапазону робочого столу.

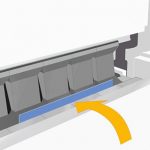
2. Механічна компенсація
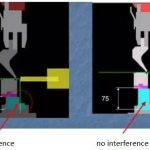
Механічна компенсація складається з набору виступаючих косих клинів з похилими поверхнями, причому кожен виступаючий клин проектується відповідно до кривої прогину повзуна та робочого столу на основі аналізу кінцевих елементів. Система числового керування розраховує необхідну величину компенсації відповідно до сили навантаження, коли заготовка згинається (ця сила спричинить прогин і деформацію повзуна та вертикальної пластини робочого столу) та автоматично контролює відносне переміщення опуклих клинів, щоб ефективно Компенсувати деформацію прогину, створену ковзним блоком, і вертикальна пластина робочого столу може отримати ідеальну згинаючу заготовку. Механічна компенсація прогину реалізується шляхом контролю положення для досягнення «попереднього удару». Набір клинів утворює лінію в напрямку довжини робочого столу. Крива з однаковим прогином робить зазор між верхньою і нижньою формою однаковим під час згинання, забезпечуючи однаковий кут згинання заготовки в напрямку довжини.


Супутні товари
 Поширені механічні несправності та технічне обслуговування гальмових прес-згинальних верстатів
Поширені механічні несправності та технічне обслуговування гальмових прес-згинальних верстатів- Китайська прес-форма для згинання гальма
- 4 кроки, щоб знати систему E21 для згинача листового металу з ЧПУ
- Що таке Press Brake Crowning
- Як вибрати тоннаж гальмівної машини для гідравлічного преса
- З чого виготовляють гальмівні матриці? Що таке інструмент для гальма преса?
- Як зробити компенсацію прогину для листового металу з ЧПУ
- Використовуйте навички згинального верстату з ЧПУ
- Скільки видів гідравлічного прес-гальма
- Як вибрати відповідну гальмівну машину для гідравлічного преса з ЧПУ