Для усунення негативних наслідків, викликаних деформацією повзуна, необхідно компенсувати деформацію прогину повзуна. Методи компенсації, наведені нижче:
1. Гідравлічна компенсація
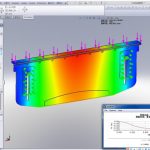
Гідравлічний автоматичний механізм компенсації прогину верстака складається з групи масляних циліндрів, встановлених у нижньому верстаку. Положення та розміри кожного компенсаційного циліндра розраховані відповідно до кривої компенсації прогину повзуна та аналізу кінцевих елементів верстака.
Гідравлічна компенсаційна компенсація опуклості нейтральної версії реалізується через відносне зміщення між передньою, середньою та задньою трьома вертикальними пластинами. Принцип полягає в тому, щоб реалізувати опуклість через пружну деформацію самої сталевої пластини, тому компенсацію можна реалізувати в межах пружного діапазону регулювання робочого столу.

2. Метод таблиці механічної компенсації
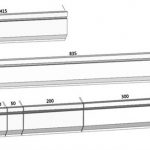
Виступаючі клини складаються з набору виступаючих косих клинів з похилими поверхнями. Кожен виступаючий клин проектується відповідно до кривої прогину ковзного блоку та робочого столу методом кінцево-елементного аналізу.
Система числового керування розраховує необхідну величину компенсації відповідно до сили навантаження при згинанні заготовки (ця сила спричинить прогин і деформацію повзуна та вертикальної пластини робочого столу) і автоматично контролює відносний рух опуклого клина. Таким чином він може ефективно компенсувати деформацію прогину, створену ковзним блоком і вертикальною пластиною робочого столу, і може отримати ідеальну заготовку для згину.
Механічна компенсація прогину реалізується шляхом контролю положення «попереднього виступу», а набір клинів формується в напрямку довжини робочого столу. Крива з однаковим фактичним прогином робить зазор між верхньою та нижньою формою однаковим під час згинання, забезпечуючи однаковий кут згинання заготовки в напрямку довжини.

Переваги механічної компенсації
1) Механічна компенсація дозволяє отримати точну компенсацію прогину по всій довжині робочого столу. Механічна компенсація прогину має довготривалу стабільність, зменшує частоту технічного обслуговування гідравлічної компенсації (наприклад, витік масла) і не потребує обслуговування протягом терміну служби верстата.
2) Оскільки механічна компенсація прогину має більше точок компенсації, гальмо для листового металу з ЧПУ може досягти лінійної компенсації під час згинання заготовки під час роботи і може покращити ефект згинання заготовки.
3) Механічна компенсація використовує потенціометр для вимірювання положення зворотного сигналу. Як вісь числового керування, він реалізує цифрове керування та робить значення компенсації більш точним.
Супутні товари
 Навіщо додавати систему компенсації до гальмівного преса для згинання
Навіщо додавати систему компенсації до гальмівного преса для згинання- Гідравлічний прес-гальмо для нержавіючої сталі
- Поширені механічні несправності та технічне обслуговування гальмових прес-згинальних верстатів
- Поширені несправності та методи усунення несправностей 100-тонного чотириколонного гідравлічного преса
- Гідравлічний тандемний прес-гальмо
- Електрогідравлічний синхронний VS крутильний синхронний згинальний верстат з ЧПУ
- Гідравлічний гальмівний прес з ЧПУ DA66T
- IPG закритого типу дошка 4KW волоконна лазерна машина для різання металу
- Китайська прес-форма для згинання гальма
- Скільки видів гідравлічного прес-гальма