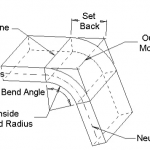
У вас є Press Brake, налаштований для згинання матеріалу саме там, де ви хочете, під точним кутом, який вимагає робота. Ваше формування йде на лад, ваші цифри підбиті, і ваш надійний Press Brake просто чекає, щоб зробити свою справу.

Але є одна життєво важлива річ, яку легко не помітити, і важливо зрозуміти, як вона працює, і, що ще важливіше, як її налаштувати. Ми, звичайно, говоримо про процес коронування.
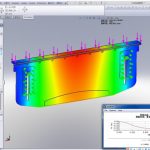
Коронування починає грати, коли довгі або великі деталі згинаються, воно також може бути корисним на довших, важчих прес-гальмах і на верхньому кінці шкали потужності. Коли навантаження прикладається для формування вигину, виникає певний прогин. Це спричиняє деформацію, а це означає, що якщо ваш згин точний на кінцях, завдяки серво-гідравлічній системі та поршням на кінцях балки, це може бути не завжди ближче до центру заготовки.
Це не випадок помилки оператора або проблеми з вашим прес-гальмом; це скоріше простий факт матеріалознавства та фізики. Процес компенсації цього явища, в двох словах, вінчає.
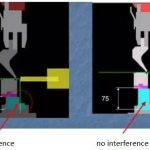
Для забезпечення рівномірного згину по всій довжині заготовки вирішальною є система коронки, яка може бути в балці преса, на самому столі або навіть у обох. Це гарантує, що кути в центрі вашого променя збігаються з кутами на кінцях, компенсуючи цей прогин саме там, де потрібна компенсація. Гідравлічне коронування, як правило, вбудовується в сучасні прес-гальма; існують також системи клинового типу з ЧПУ, які можуть бути запропоновані як доповнення постачальником інструментів або виробником прес-гальма.
1. Гідравлічний крик
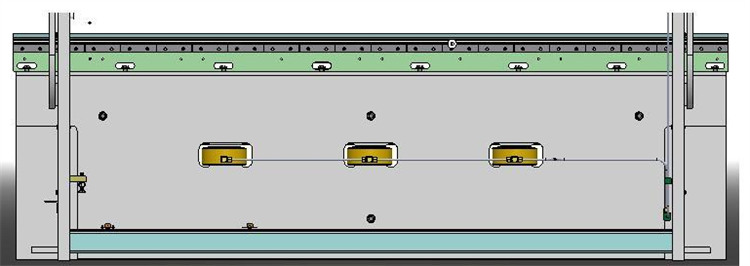
На рамі гальма преса, крім установки двох гідроциліндрів з двох сторін, встановлюють ще один дводопоміжний гідроциліндр посередині машини. При ходу вниз, допоміжний циліндр заливається рідким маслом і йде вниз. Під час процесу згинання гідравлічне масло подається в допоміжний циліндр, так що повзун створює прогин вниз для компенсації.
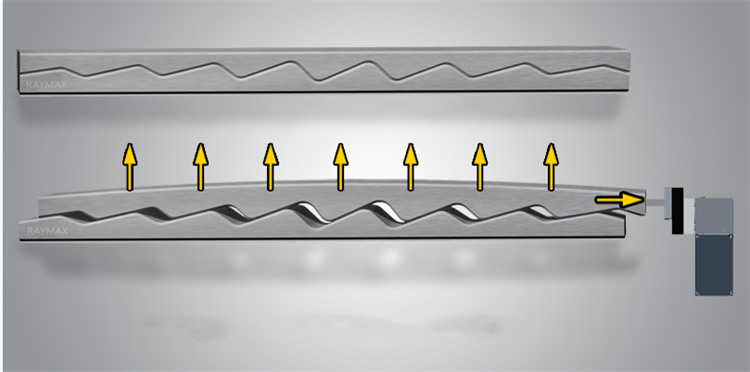
Встановіть допоміжний гідравлічний циліндр у нижній частині робочого столу. Під час процесу згинання він створює зусилля, спрямоване вгору на робочий стіл, що утворює автоматичну систему коронки.
Пристрій компенсації тиску складається з кількох невеликих масляних циліндрів. що містить масляний циліндр, материнську плату, допоміжну пластину та штирьовий вал, і компенсаційний циліндр розміщений на робочому столі, а система компенсації тиску утворена з пропорційним запобіжним клапаном.
При роботі. допоміжна пластина підтримує масляний циліндр, масляний циліндр утримує материнську плату. просто долає деформацію повзунка і робочого столу. Опуклий пристрій керується системою числового керування, так що попереднє навантаження можна визначити відповідно до товщини пластини, отвору матриці та міцності матеріалу при згинанні різних листових матеріалів.
Перевага гідравлічного коронування полягає в тому, що він може реалізувати компенсацію прогину для безперервної змінної деформації з великою гнучкістю компенсації, але є деякі недоліки — складна структура та відносно висока вартість.

2. Механічна коронка
Механічна коронка є різновидом нового методу компенсації прогину, який зазвичай використовується трикутною косою клиновою структурою.
Принцип полягає в тому, що двотрикутний клиновий блок з кутами, верхній клин, що рухається i, закріплений у напрямку x. може рухатися лише в напрямку y. Коли клин переміщується на відстань уздовж x-напрямку, верхній клин рухається вгору на відстань h під дією сили нижнього клина. який є принципом механічної коронки.
Щодо існуючої структури механічної компенсації. дві опорні пластини розміщені на всю довжину на робочому столі, верхня і нижня пластини з'єднані за допомогою дискової пружини і ботів. Верхня і нижня пластини складаються з ряду косих клинів з різними нахилами, завдяки моторному приводу, щоб зробити їх відносно рухомими, утворюючи ідеальну криву для набору опуклого положення.

Супутні товари
 Як вибрати тоннаж гальмівної машини для гідравлічного преса
Як вибрати тоннаж гальмівної машини для гідравлічного преса- Як розрахувати припуск на вигин для гальма преса
- Навіщо додавати систему компенсації до гальмівного преса для згинання
- Кантонський ярмарок
- Китай 40-тонний прес гальма
- Правила безпечної експлуатації гідравлічного преса
- 10 найкращих виробників електропресів у Китаї
- З чого виготовляють гальмівні матриці? Що таке інструмент для гальма преса?
- Як вибрати відповідну матрицю для гальмівного преса для згинання
- Звичайна послідовність згинання та специфікація щоденного використання прес-форми для згинальних машин