1. Розуміння процесу згинання: прості факти

Допуск на вигин = Кут * (T/ 180)*(Радіус + K-фактор *Товщина) Компенсація вигину = Припуск на вигин-(2 * Установка назад)
Внутрішня частина спини = загар (кут / 2) * Радіус зовнішньої спини = загар (кут / 2)*(радіус + товщина)

1) Радіус, отриманий на зігнутій частині, впливає на довжину, на яку ми повинні відрізати цю частину (перед згином).
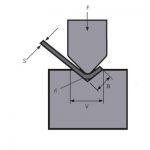
2) Радіус, отриманий при вигині, на 99% залежить від V-отвору, з яким ми вибираємо працювати.
Перш ніж розробляти деталь і, безумовно, перед початком розрізання заготовок, ми ПОВИННІ ТОЧНО знати, який V-відвір ми будемо використовувати для згинання деталі на гальмі преса.

2. Як радіус впливає на заготовки
більший радіус «виштовхне» ніжки нашої деталі назовні, створюючи враження, що заготовка вирізана «занадто довго».
менший радіус потребує заготовки, яку потрібно вирізати «трохи довше», ніж якби радіус був більшим.

3. Припуск на вигин

Розгорнуті заготовки наведеної вище фігури будуть розраховані так:
B = 150 + 100 + 60 + BA1 + BA2
Як розрахувати BA1 і BA2:
Розрахунок припуску на вигин
Частина, яку нам потрібно зменшити з обох ніг, коли вони перекриваються, стаючи плоскою, ми зазвичай знаємо як «припуск на згин» (або BA в рівнянні).

Формула припуску на вигин
Формула BA для згинів до 90°

Формула BA для згинів від 91° до 165°

iR= внутрішній радіус
S = товщина
Β = кут
Π = 3,14159265….
K = K фактор
К фактор
При згинанні на прес-гальмі внутрішня частина листа стискається, а зовнішня розтягується.
Це означає, що є частина листа, де волокна не стискаються і не розширюються. Ми називаємо цю частину «нейтральною віссю».

Відстань від внутрішньої сторони вигину до нейтральної осі - це те, що ми називаємо фактором K.
Ця вартість надається разом із матеріалом, який ми купуємо, і його не можна змінити.
Ця величина виражається в дробах. Чим менший коефіцієнт K, тим ближче нейтральна вісь буде до внутрішнього радіусу листа.

Коефіцієнт K = точне налаштування
Фактор K впливає на нашу розгорнуту заготовку. Не так багато, як радіус деталі, але ми можемо розглядати це як розрахунки точної настройки для заготовок.
чим менший коефіцієнт K, тим більше матеріалу розтягується і, отже, «виштовхується»... а значить, наша нога стане «більшою».
Оцінка фактора К
У більшості випадків ми можемо оцінити та налаштувати коефіцієнт K під час точного налаштування наших бланкових розрахунків.
все, що нам потрібно зробити, це перевірити (на обраному V отворі) і виміряти радіус деталі.
Якщо вам потрібно визначити більш точний фактор K, нижче наведено розрахунок для визначення точного фактора K для вашого вигину.

K фактор: формула

Розв’язування прикладу:
B = 150 + 100 + 60 +BA1 + BA2
Оцінка фактора K
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
Обидва вигини мають кут 90° або менше:

що означає:
B1 = 3,14 x 0,66 x (6 + ((4×0,8)/2) – 2 x 10
B1 = -4,25
B2 = 3,14 x 0,5 x (8 + ((4×0,8)/2) – 2 x 12
B2 = -8,93
тому:
B = 150 + 100 + 60 + (-4,25) + (-8,93)
B = 296,8 мм
Супутні товари
 З чого виготовляють гальмівні матриці? Що таке інструмент для гальма преса?
З чого виготовляють гальмівні матриці? Що таке інструмент для гальма преса?- Що таке Press Brake Crowning
- Як вибрати тоннаж гальмівної машини для гідравлічного преса
- Кантонський ярмарок
- Ефективне рішення WILA для згинання середніх і товстих пластин
- Як вибрати відповідну матрицю для гальмівного преса для згинання
- Звичайна послідовність згинання та специфікація щоденного використання прес-форми для згинальних машин
- Навіщо додавати систему компенсації до гальмівного преса для згинання
- Використовуйте навички згинального верстату з ЧПУ
- Розрахунок сили згинання під час вільного згинання листогибочної машини