Середні та товсті листи широко використовуються в різних сферах як напружені частини, наприклад, бульдозери, екскаватори, навантажувачі, залізничні пасажирські вагони та інші будівельні машини та локомотиви. Середні та важкі пластини зазвичай відносяться до металевих пластин товщиною від 4,5 до 25 мм. Методи формування середніх і важких листів в основному включають в себе: гальмівне прес-гибкувальне формування, прокатне машинне формування та вальцьове формування. Згинання (згинання) є широко використовуваним і поширеним методом формування лінійки продуктів для середніх і товстих плит.
Труднощами згинання пластин є довгі заготовки, високий тиск, складне формування, низька ефективність і складна контрольована точність. Кінцевим результатом згинання є всебічне відображення параметрів матеріалу, параметрів процесу та параметрів прес-форми. Розумне розрахунок цих параметрів є ключем до підвищення продуктивності згинання середніх і товстих плит.

Тонаж прес-гальма (прес-гальмовий згинальний верстат)
Першою проблемою, з якою стикається згинання середніх і товстих листів, є вибір тоннажу згиначної машини з гальмівним пресом, а також відповідність несучої здатності кріплення та прес-форми вимогам.
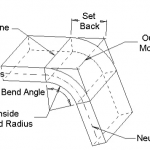
Зусилля F прикладається згинальною машиною з гальмівним пресом для приводу взаємного переміщення між верхньою та нижньою формою, тим самим згинаючи пластину. Для згинання пластин з вуглецевої сталі під кутом 90° WILA дає емпіричне значення напруженого навантаження пластини, як показано в таблиці 1. Якщо товщина вуглецевої сталі становить 20 мм, можна вибрати нижню матрицю з V=160 мм. У цей час силове навантаження згинального верстата становить 150 т/м.
F=сила на одиницю довжини (т/м);
S= товщина матеріалу (мм);
ri= радіус вигину внутрішнього кута (мм);
V = нижній розмір отвору матриці (мм);
B= найкоротший край фланця (мм) );
алюміній: F×50%;
алюмінієвий сплав: F×100%;
нержавіюча сталь: F×150%;
штампування та згинання: F×(3~5)

Важкий гідравлічний затискач
Несучі методи важких верхніх гідравлічних затискачів WILA включають верхнє навантаження та навантаження на плече, а максимальне навантаження становить 250 т/м і 800 т/м відповідно. Силова поверхня кріплення використовує технологію глибокого загартування з ЧПУ. Твердість по Роквеллу становить 56~60HRC, а глибина затвердіння до 4 мм, що має високу твердість і сильну зносостійкість. Гідравлічний затискач використовує гідравлічний швидкий затиск, а розширення гідравлічного шланга призводить до руху затискного штифта, так що форма автоматично встановлюється, а лінія згинання автоматично центрується. Для форми для згинання загальною довжиною 6 метрів, гідравлічний затиск повністю затиснеться лише за 5 секунд, а ефективність використання в 3-6 разів вище, ніж у звичайної системи ручного затискання.

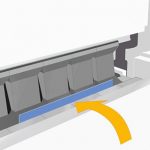
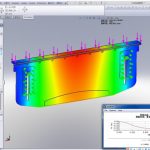
Верстат компенсації важкої техніки
Для згинання середніх і товстих листів нова версія WILA надпотужного механічного компенсаційного столу може не тільки легко задовольнити вимоги до навантаження, але й компенсувати прогин і деформацію згинального верстата. Верстат для механічної компенсації має гідравлічний затиск, точність поверхні може досягати ±0,01 мм, твердість у свердловині становить 56~60HRC, а глибина затвердіння до 4 мм. Верстат механічної компенсації використовує універсальний інтерфейс установки UPB від WILA, який простий в установці та має більшу точність. Він також має власні налаштування напрямків Tx і Ty, які можуть гарантувати, що верстак і задній упор залишаються паралельними в передньому і задньому напрямках, а також може виконувати локальну корекцію кутового відхилення.

Важка гнучка матриця/інструмент
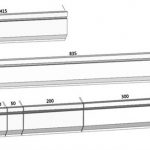
Через товщину пластини, як правило, вибирають нижню форму з більшим розміром отвору (V24~V300) і форму з більшою несучою здатністю для згинання середніх і товстих плит. Загальні розміри прес-форми, як правило, великі, а вага прес-форми перевищує нормальну здатність оператора. За допомогою роликових підшипників запатентована WILA технологія E2M (Easy to Move) дозволяє операторам зручно, безпечно та швидко переміщати важкі форми для згинання, що значно заощаджує час на заміну прес-форми та налаштування машини.
Можуть бути надані форми для згинання з різними формами ножів і нижніми отворами форми, які відповідають потребам клієнтів, наприклад, прямі ножі, ятагани з гусячою шийкою, філейні форми та мульти-V-форми. Завдяки точному шліфування ключових деталей точність розмірів форми досягає ±0,01 мм. Завдяки обробці технології глибокого загартування та зміцнення з ЧПУ твердість форми може досягати 56~60HRC, а глибина загартованого шару може досягати 4 мм.

Для згинання середніх і товстих плит з різною товщиною пластин WILA також надає прес-форми Multi-V, які доступні в двох формах: автоматичний регульований порт V та порт V, що регулюється вручну, як показано на малюнку 6. За допомогою двигуна чисельного керування або регулювальний блок, розмір V отвору нижньої форми можна регулювати довільно відповідно до характеристик пластини, що особливо підходить для згинання середніх і товстих пластин з високим відскоком і високою міцністю. У той же час, прес-форма Multi-V постачається із загартованими роликами з низьким коефіцієнтом тертя, що може значно зменшити зовнішні складки згинаються деталей, і в той же час він може зменшити вигин на 10%~30% порівняно з традиційна нижня форма.

Супутні товари
 Як вибрати тоннаж гальмівної машини для гідравлічного преса
Як вибрати тоннаж гальмівної машини для гідравлічного преса- Використовуйте навички згинального верстату з ЧПУ
- Принцип роботи та склад гальмівного згинального верстата з ЧПУ
- Як вибрати відповідну матрицю для гальмівного преса для згинання
- Звичайна послідовність згинання та специфікація щоденного використання прес-форми для згинальних машин
- Навіщо додавати систему компенсації до гальмівного преса для згинання
- Як розрахувати припуск на вигин для гальма преса
- Китайська прес-форма для згинання гальма
- З чого виготовляють гальмівні матриці? Що таке інструмент для гальма преса?
- Переваги та недоліки гальмівного преса