Перевага гальмівної машини з гідравлічним пресом з ЧПУ

1. Простота експлуатації
Гальма для преса з ЧПУ дуже проста в експлуатації і є менш трудомісткою машиною. Таким чином, оператор може працювати з кількома машинами одночасно. Цими машинами можна просто керувати за допомогою дотику, відчуття та звуку оператора. Крім того, вони дуже зручні для користувачів і мають дуже потужну систему управління.
2. Гнучке програмування
Гнучкість програмування гальма преса з ЧПУ дозволяє оператору керувати машиною простою англійською або будь-якою іншою відповідною мовою.

Різні типи операцій, які можна виконати, також доступні як опції в меню. Після вибору необхідної операції на екрані з’являється інший список питань щодо тривалості циклу, матеріалів, тиску та інших елементів, пов’язаних із виробничим процесом. А після того, як оператор введе відповіді в машину, значення відображаються на екрані для підтвердження перед початком відповідного завдання.
3. Сучасний дизайн
Гальмо для преса з ЧПУ має сучасний дизайн, який дозволяє оператору легко впорядковувати послідовність згинів. Це також допомагає оператору швидко виготовити необхідний продукт. Крім того, оператору більше не потрібно оцінювати необхідну величину тиску, щоб створити певний ступінь вигину. Навіть інші фактори, такі як довжина фланця, тип матеріалу, товщина та ступінь згину, можуть бути безпосередньо введені в блок керування ЧПУ. Деталь, що буде виготовлена, також можна переглянути у 2D або 3D готовій версії. Крім того, після того, як перша частина запрограмована на машині або через автономний ПК, менш кваліфікований оператор може також легко виготовити наступні деталі.

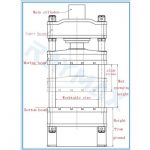
4. На пластинах «С» з обох боків встановлені дві лінійні шкали.
Закріплюємо його на робочому столі, щоб виключити вплив прогину під час роботи. Лінійна шкала перевірить обидва кінцеві положення циліндра (Y1, Y2) і відправить сигнал. Після посилення за допомогою підсилювача з ЧПУ, сигнал повертається на комп'ютер. Потім комп'ютер буде контролювати обсяг масла, яке збирається надходити в циліндри. Таким чином, паралельність плунжера та робочого столу можна контролювати під ±0,01 мм.
5. Універсальність: Згинайте будь-яку товщину та тип матеріалу (у межах фізичних обмежень гальм), включаючи складні деталі, такі як електронне шасі/кронштейни.
6. Система DELEM має функції автоматичного тестування та самодіагностики. Також програмування включає розміри пластини для згинання, розміри заготовки та вибір інструментів. Тоді система ЧПУ може автоматично розрахувати силу згинання та положення заднього упора та трала. Також можна розрахувати реле часу проникнення та натискання. Високоякісний електрогідравлічний пропорційний клапан може забезпечити синхронізацію обох циліндрів, а також хорошу здатність витримувати ексцентричне навантаження.

7. Задній датчик використовує кульковий гвинт і напрямну, тому точність повторного позиціонування осі X може досягати ±0,1 мм. Повна машина оснащена захисним кожухом і блокувальником для захисту оператора від травм.
8. Основні ковзні частини, такі як циліндри, шток поршня, напрямний шлях, мають зносостійку обробку.
9. Система ЧПУ буде контролювати хід гідравлічного гальмівного преса з ЧПУ та заднього датчика з хорошою точністю.
Недолік гідравлічного гальмівного преса з ЧПУ
1. Обробка матеріалів: Труднощі під час обробки великих листів
2. Інструменти: потрібні інструменти знизу та зверху
3. Довжина фланця має бути поперек матриці протягом усієї операції згинання, обмежуючи розмір фланця
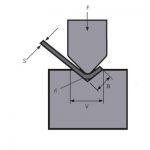
4. Пружина назад: наприкінці згинання відбувається повернення пружини через відновлення пружної деформації, як показано на малюнку 1. Явище відскоку безпосередньо впливає на точність розмірів заготовки і його необхідно контролювати. У цьому відношенні технологічні заходи: ① Метод компенсації кута. Якщо кут згину заготовки 90°, то згинальний верстат під шліц (V-подібний) кут відкривання можна вибрати 78°.

Фігура 1
Час герметизації збільшується методом корекції. Виконайте корекцію тиску в кінці згинання, щоб продовжити час контакту верхньої матриці, заготовки та нижньої канавки згинального верстата, щоб збільшити ступінь пластичної деформації на згині нижньої канавки, щоб волокна мали тенденцію відскоку. в зоні натягу і стиснення протиставляється один одному, тим самим зменшуючи зворотну бомбу.
Супутні товари
 Принцип роботи та склад гальмівного згинального верстата з ЧПУ
Принцип роботи та склад гальмівного згинального верстата з ЧПУ- Ефективне рішення WILA для згинання середніх і товстих пластин
- Як вибрати тоннаж гальмівної машини для гідравлічного преса
- 10 найкращих виробників електропресів у Китаї
- Як вибрати відповідну гальмівну машину для гідравлічного преса з ЧПУ
- 4 кроки, щоб знати систему E21 для згинача листового металу з ЧПУ
- Що таке Press Brake Crowning
- Як керувати гільйотиною для стрижки
- Технічне обслуговування гідравлічного преса
- Правила безпечної експлуатації гідравлічного преса