Прес-гальмівний пуансон/штамп поділяється на верхню та нижню форми, які використовуються для штампування листового металу, формування та розділення прес-форм. Форма для формування має порожнину, а форма для сепарації має ріжучу кромку. Великий вплив на точність заготовки має пуансон/штамп гальмівного преса. У процесі згинання форма - це все, що контактує з заготовкою.
Плашки гальма для згинання / прес-гальма мають L-подібну, R-подібну, U-подібну, Z-подібну форму тощо. Верхня матриця в основному має 90 градусів, 88 градусів, 45 градусів, 30 градусів, 20 градусів, Кут 15 градусів тощо. Нижня форма має подвійний паз 4~18 В і одинарний паз з різною шириною канавки, а також нижню форму R, нижню форму з гострим кутом, форму для вирівнювання тощо.

Надвисока точність
Дуже важливо, щоб точність форми сильно впливала на точність заготовки під час процесу згинання. Перед використанням необхідно перевірити знос форми. Метод контролю полягає у вимірюванні довжини від переднього кінця верхньої форми до плеча та довжини між плечем нижньої форми. Для звичайних форм відхилення на метр має становити приблизно ±0,0083 мм, а загальне відхилення довжини не повинно перевищувати ±0,127 мм. Що стосується форми для точного шліфування, то точність на метр має бути ±0,0033 мм, а загальна точність не повинна перевищувати ±0,0508 мм. Зазвичай рекомендується використовувати форми тонкого шліфування для електрогідравлічних згинальних верстатів або верстатів для згинання торсіонних валів, а також звичайні форми для ручних згинальних верстатів.
Інструментальна частина гальмівної машини з ЧПУ, як показано нижче:

Автоматична фіксована установка
Верхня матриця встановлюється, коли повзунок піднімається до верхньої мертвої точки, а система затиску прес-форми може утримувати кілька форм на місці, поки не буде застосовано тиск затиску.
Гідравлічна система затиску
Гідравлічна система затиску є найефективнішим методом затиску. Цю систему затиску можуть використовувати як нові, так і старі машини, що заощаджує час і кошти. Якщо несуча поверхня старого згинального верстата пошкоджена, гідравлічна система затиску буде найкращим вибором для усунення пошкодження, а також підвищення ефективності затискання та монтажу.

Автоматично стиснути на місце
При застосуванні тиску затиску верхня матриця витягується вгору і автоматично стискається на місце. Це позбавляє від необхідності втискати верхню форму в нижню частину форми під час процесу згинання.
Вибір удару / плашки
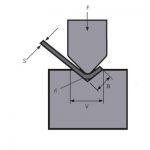
Спочатку визначте товщину листа, який потрібно згинати. Наприклад, ви хочете зігнути пластини товщиною від 0,75 мм до 6,30 мм. Потім помножте товщину найтоншого листа на 8, щоб оцінити мінімально необхідний розмір V-образної матриці. У цьому прикладі мінімально необхідною формою є пластина 0,75 мм, тому 0,75×8=6. По-третє, помножте товщину самого товстого листа на 8, щоб оцінити необхідний максимальний розмір V-образної матриці.
Принцип 8 разів
Тобто отвір V-подібної форми має бути у 8 разів більше товщини листа. Помножте товщину листа на 8, щоб вибрати найближчу форму. Наприклад, для плити товщиною 1,5 мм потрібна форма 12 мм (1,5×8=12 мм). Якщо це плита 3,0 мм, потрібна форма 24,0 мм. (3,0×8=24,0). Це співвідношення може забезпечити найкращий вибір кута, тому багато людей називають його «найкращим вибором». Більшість опублікованих діаграм згину також зосереджені на цій формулі.
Правила вибору моделі
Правило вибору для згинання Г-подібних заготовок полягає в тому, що немає правил, можна використовувати практично будь-яку верхню матрицю. Тож при виборі верхніх форм для групи заготовок Г-подібні заготовки можна вважати останніми, тому що практично будь-яка верхня форма може їх зігнути. При згинанні цих Г-подібних заготовок рекомендується використовувати верхні форми, які також можуть згинати інші заготовки. Купуючи форми, чим менше, тим краще. Це не тільки для мінімізації витрат на прес-форму, але й для зменшення кількості необхідних форм прес-форм та для скорочення часу встановлення.


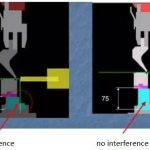
Якщо верхня частина заготовки довша за нижню, необхідна матриця з гусячою шиєю. Якщо верхня частина заготовки коротша за нижню, будь-яка верхня матриця підходить. Якщо верхня і нижня частина заготовки мають однакову довжину, необхідна верхня матриця з гострим кутом. Таким чином, правило вибору верхньої матриці в основному залежить від інтерференції заготовки, у якій програмне забезпечення для моделювання згину може відігравати важливу роль. Якщо використана система не може імітувати ситуацію згинання, ви можете скористатися кресленням із фоном сітки, щоб вручну перевірити перешкоду верхньої заготовки форми, як показано на малюнку нижче.


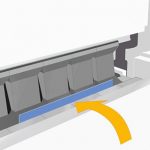
Немає форми для вдавлення
Майже всі типові форми V-подібних згинальних машин залишають певні сліди на заготовці, тому що під час згинання метал вдавлюється у форму. У більшості випадків позначки невеликі або прийнятні. Збільшення радіусу може зменшити позначки. Але іноді навіть найменші сліди неприпустимі, наприклад, фарбовані або поліровані пластини перед згинанням. Для усунення поглиблень можна використовувати нейлонові вставки, як показано на малюнку нижче. Згинання без поглиблення особливо важливе для виготовлених деталей літаків або аерокосмічних засобів, оскільки інспекторам важко оглянути деталь неозброєним оком та розрізнити подряпини та тріщини.

Супутні товари
 Як вибрати тоннаж гальмівної машини для гідравлічного преса
Як вибрати тоннаж гальмівної машини для гідравлічного преса- Ефективне рішення WILA для згинання середніх і товстих пластин
- Використовуйте навички згинального верстату з ЧПУ
- Звичайна послідовність згинання та специфікація щоденного використання прес-форми для згинальних машин
- Розрахунок сили згинання під час вільного згинання листогибочної машини
- З чого виготовляють гальмівні матриці? Що таке інструмент для гальма преса?
- Скільки видів гідравлічного прес-гальма
- Навіщо додавати систему компенсації до гальмівного преса для згинання
- Що таке Press Brake Crowning
- Як розрахувати припуск на вигин для гальма преса