Ножичні машини часто використовуються в промисловості з обробки листового металу. Здавалося б, проста стрижка насправді містить багато хитрощів, від кроків регулювання зазору леза до методів регулювання для різних матеріалів і навіть вибору лез. Що стосується якості різання, то нижче буде представлено відповідний зміст регулювання зазору ножа з багатьох аспектів.
Ручне колесо регулювання зазору між лезами: (гідравлічна машина для стрижки поворотної балки)

Електричне регулювання зазору кромки леза (гідравлічна гільйотинна стрижка)

Зазор леза різних ножиць
Машина для стрижки поворотної балки оснащена механізмом швидкого регулювання зазору між лезами, який може регулювати зазор між лезами, який підходить для різання відповідно до різної товщини пластин і матеріалів, і оснащений точною таблицею параметрів для вибору еталонних і забезпечує задовільне різання. якість завдяки розумному зазору між лезами. У міру обертання стійки інструменту кут зсуву та зрізний зазор ножиць поворотної балки змінюються.
Скористайтеся триточковими направляючими роликами, завдяки зусиллям на передньому ролику за допомогою соскоподібної пружини ріжучий промінь щільно стикається з двома задніми роликами. Під час різання система електрично регулює зазор кромки ножа відповідно до потреб різних листів, щоб отримати кращу якість різання.

Різниця в регулюванні зазору між лезами
Машина для стрижки поворотної балки має функцію ручного регулювання зазору леза, просто поверніть ручку. Гільйотинні ножиці мають функцію електричного регулювання зазору леза, який можна регулювати більш зручно та точно за допомогою системи, що корисно для отримання кращої якості зсуву.

| Етапи регулювання зазору леза |
| 1. Зніміть нижнє лезо і очистіть його частина за шматком |
| 2. Лезо можна використовувати з усіх чотирьох сторін, а обрана одна сторона щільно встановлена. І перевірити прямолінійність леза в горизонтальному і вертикальному напрямках. |
| 3. Верхнє лезо зафіксоване і не підлягає регулюванню. Регулюємо зазор зсувного леза, регулюючи нижнє лезо. |
| 4. Знайдіть лівий і правий гвинти нижнього леза, щоб збільшити зазор, зазвичай на крайній стороні. |
| 5. Знайдіть два установчі гвинти ліворуч і праворуч від нижнього леза, які штовхають нижнє лезо, щоб звузити зазор. На них є фіксовані опорні гайки. Як правило, зсередини. |
| 6. Послабте лівий і правий чотири болти нижнього столу лез |
| 7. Верхнє лезо опускається в потрібне положення за допомогою ручного повороту, і оператор переходить до зони заготовки ножиць, щоб почати регулювання |
| 8. Використовуйте щуп, щоб приблизно відрегулювати до 0,5 мм від вільної частини верхнього та нижнього леза лівої руки |
| 9. Ручне обертання змушує лезо підніматися в середнє положення і приблизно регулюватися до 0,5 мм. |
| 10. Ручне обертання змушує лезо підніматися в правильне положення, де верхній і нижній ножі не розчеплені. Середнє положення приблизно регулюється до 0,5 мм. |
| 11. Вручну поверніть верхнє лезо в потрібне положення та почніть точне регулювання. |
| 12. Використовуйте щуп, щоб точно налаштувати положення, при якому верхні та нижні леза лівої руки не кусаються, доки три дроти щупа не ввійдуть у п’ять дротів. |
| 13. Вручну поверніть лезо до середнього положення та почніть точне регулювання, поки щуп не ввійде в три дроти, а п’ять — не ввійдуть. |
| 14. Вручну поверніть лезо до положення, де верхній і нижній ножі не розчеплені з правого боку, і почніть точне регулювання, доки щуп не зможе увійти в три дроти, а п’ять — не ввійти. |
| 15. Коли ріжуча кромка різальної машини гостра, якщо на кромці відрізаного листа є задирки, зазор між верхнім і нижнім лезами можна відповідно зменшити. |
Поширені проблеми та навички регулювання ножів
Найбільш часто зустрічаються металеві пластини:
1. Товсті пластини понад 13 мм.
2. Тонка пластина 0,2~4 мм.
3. Квіткова дошка.
4. Пластина високого натягу (зазвичай використовується в автомобільному листовому металі).
5. Титанова пластина
Найпоширенішою проблемою леза є відкол або вм’ятина інструменту. У відповідь на ці проблеми ми повинні спочатку визначити зазор між верхнім і нижнім лопатями.
Навички регулювання лез
Під час регулювання леза ви повинні встановити зазор приблизно на 2-3 мм товщі, ніж товщина пластини. Тобто, коли ви хочете розрізати пластину товщиною 5 мм, ви повинні почати налаштування з 7 мм або 8 мм і повільно відрегулювати її, коли ви її виріжете. Ріжуча поверхня пластини показує 1/3 яскравої поверхні і 2/ 3 матова поверхня, яка забезпечує найкращий ефект різання. Подробиці такі:


Налаштування зазору під час розрізання шаблонної дошки є складним, і його потрібно регулювати, виходячи з найбільшої товщини, розрахованої від найбільш опуклої точки дошки шаблону, замість того, щоб використовувати товщину дошки безпосередньо. Крім того, вирізання опуклої сторони візерунка лицьовою стороною вниз може продовжити термін служби інструменту.
Крім того, необхідно враховувати матеріал пластини, особливо при різанні нержавіючої сталі. Ріжучий інструмент повинен бути гострим, зносостійким і міцним. Тому слід обговорити лезо гідравлічної різальної машини. На додаток до кута леза ножа та іншого дизайну зовнішнього вигляду та точності виробництва, обраний матеріал є ключовим фактором, що впливає на якість інструменту.
Супутні товари
 Різниця між гільйотинною стрижною машиною та машиною для стрижки поворотної балки
Різниця між гільйотинною стрижною машиною та машиною для стрижки поворотної балки- Експлуатація та обслуговування гальма з листового металу з ЧПУ
- Як керувати гільйотиною для стрижки
- Впровадження комбінованої перфораційної та стрижкової машини
- Гідравлічний верстат для різання листового металу QC12
- Ремонт звичайних несправностей гідравлічної різальної машини та обслуговування системи масляного контуру
- Поширені несправності та метод усунення несправностей для чотириколонного гідравлічного преса
- Гідравлічна гільйотина для стрижки листової пластини з нержавіючої сталі
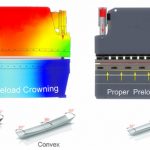
- Як зробити компенсацію прогину для листового металу з ЧПУ
- QC11Y Гідравлічна гільйотинна стрижка