
Стандартне обладнання
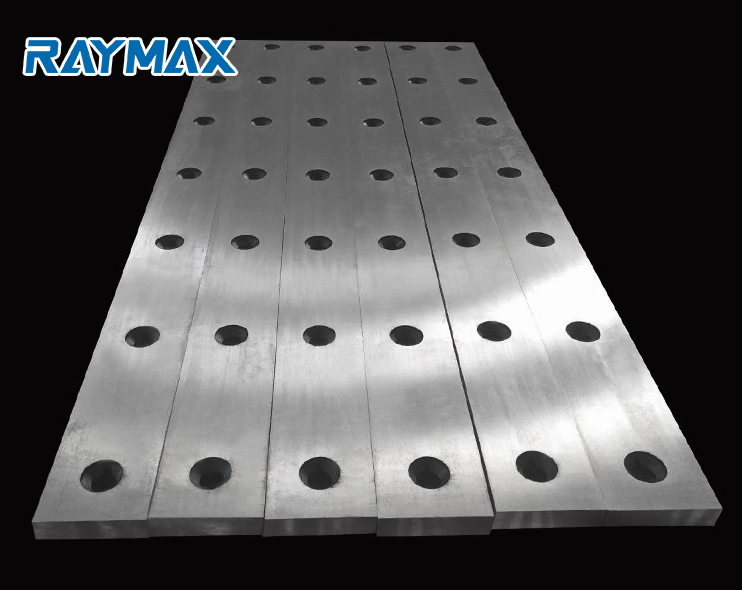
Зносостійкі леза для верхнього леза 4 ріжучої кромки та нижнього леза 4 ріжучої кромки.
Портативна ножна педаль придатна для одиничного та автоматичного різання.
Система ЧПУ ESTUN E21s.
Моторизована система заднього упору, керована ЧПУ.
600 мм моторизована система заднього калібру з точністю 0,1 мм.
Передні опорні кронштейни з Т-прорізом, лінійкою та відкидним упором.
Квадратна рука.
Ваги з метрикою та дюймами.
Освітлення лінії розрізу та лінія тіні.
Центральна система змащення.
Передній захисний щиток для пальців відповідає нормам CE, 1 м зліва складний і захищений перемикачем.
Задні розсувні пластини.
Передні розсувні пластини з кульковими підшипниками на столі.
Особливість
* Машинне зварювання проводиться зварювальною установкою та зварювальними роботами.
* Після зварювання ми проводимо процес зняття напруги за допомогою вібраційної системи.
* Після процесу зняття напруги рама машини переходить до 5-осних обробних центрів з ЧПУ для забезпечення точності.
* Усі опорні поверхні та з'єднувальні отвори оброблені.
ПРОЦЕС СТРИГУ
Ідеальний дизайн у всіх аспектах; Вибираючи нові вдосконалені ножиці з поворотними балками з ЧПУ серії MS7, ви принесете сучасні технології у свою компанію з максимальною кількістю
безпека, висока точність і унікальна простота використання.
Зазор між лезами, довжина різання регулюються автоматично відповідно до вибору матеріалу та товщини.
Продуктивність
Рама зварена, вібрація для усунення напруги, висока жорсткість, міцна та довговічна. Гідравлічний привід, поворотна балка, віддача ножової балки плавна і швидка від акумулятора або азотного балона, стійкий і надійний перфоман.
Положення низького леза можна регулювати, щоб забезпечити епуілібрію зазору після повторного шліфування. переносний і оперативний
відрегульований зазор між лопатями, величина зазору вказується циферблатом, позиціонування надійне.
Установка заднього упору двигуном. Пристрої displessly, які використовуються для значення заднього упору та часу зрізу, розміщені на передній частині машини.
Ход ножа або cbeam можна регулювати плавно, зручно швидко.
Попередній вибір одиничних або безперервних штрихів. Попередній вибір числа різання та штрихів різання.
Супутні товари
 Гідравлічні ножиці для різання листової сталі. Гільйотинні ножиці
Гідравлічні ножиці для різання листової сталі. Гільйотинні ножиці- Гідравлічна різальна машина для різання листового металу з ЧПУ
- Надпотужний автоматичний гідравлічний гільйотинний верстат з ЧПУ
- E21S Гідравлічна гільйотинна стрижка
- Гідравлічна гільйотина для стрижки листової пластини з нержавіючої сталі
- Гідравлічна машина для різання листового металу з високою точністю різання
- машина для різання нержавіючої сталі
- Q12Y-6*3200 Hot Sell Cnc Shearing Machine Automatic Shearing Machine
- Гідравлічний верстат для різання алюмінію з нержавіючої сталі з ЧПУ
- Гарячий продаж ручних ножиць листового металу невеликий механічний з ЧПУ електричний різання пластини для різання сталі








